








Neem de minimale afmetingen en hoeken in acht die voor het materiaal mogelijk zijn. Scherpe hoeken kunnen worden geproduceerd vanaf een hoekopening van 20°. Als de hoekopening minder dan 20° bedraagt, moet de punt van de hoek worden afgewerkt met een stompe hoek van ten minste 25 mm.

Houd er rekening mee dat gefreesde letters, bedrijfslogo's, gatenpatronen enz. alleen zijn toegestaan op PREFABOND composietplaten met FR-kern. Bij platen met kern A2 daarentegen zijn dergelijke bewerkingen niet toegestaan.

Opmerking
Bij werkzaamheden aan de composietplaten moeten altijd de juiste persoonlijke veiligheids- en beschermingsmiddelen worden gebruikt.
De volgende bewerkingen zijn mogelijk:
Klik op de gewenste bewerkingsmogelijkheid om direct naar de betreffende handleiding te gaan:
De PREFABOND aluminium composietplaten kunnen met het volgende gereedschap worden bewerkt: handcirkelzaag,
tafelzaag of verticale paneelzaag en een cirkelzaagblad voor metaal. Zaagbladen met diamant zijn ook ideaal om de levensduur van het gereedschap te verlengen. Bewerk de platen altijd vanaf de achterkant om de gelakte zichtbare kant te beschermen. Afzuiging van de spaanders wordt uitdrukkelijk aanbevolen.
Opmerking
Zorg ervoor dat het zaagblad tijdens het gebruik weinig braamvorming vertoont. Anders moet het zaagblad worden onderhouden (geslepen) of indien nodig worden vervangen.
Voor de mechanische bevestiging van de composietplaten moeten vaste en verschuifbare punten worden voorbereid. Boor de gaten met een gebruikelijke boormachine, standboormachine of cirkelsnijder.
Voor alle uitsparingen (bijv. lampuitsparingen of deurgrepen) kan probleemloos een gewone bovenfrees of decoupeerzaag worden gebruikt. Een geleidesjabloon helpt bij het maken van dergelijke uitsnijdingen.
Opmerking
Complexe uitsnijdingen zoals letters, bedrijfslogo's enz. kan PREFA in de fabriek met een CNC-freesmachine realiseren. De contour moet worden opgegeven in een DWG- of DXF-bestand.
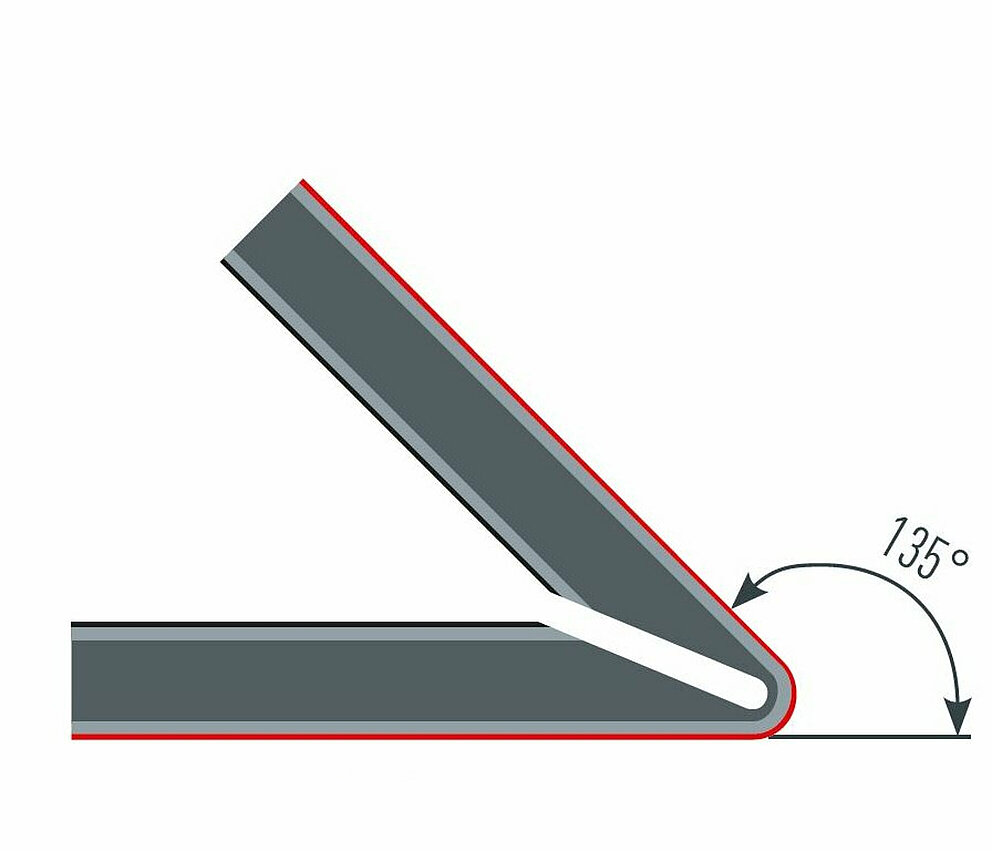
Dagkant- en hoekontwerpen kunnen zowel als binnenhoek of buitenhoek met behulp van de V-groeffrees techniek worden geproduceerd. Hiervoor worden V-groeffrezen met een openingshoek van 90° en 135° gebruikt.

Buig de PREFABOND composietplaat met FR-kern bij min. 5 °C en met A2-kern bij min. 20 °C materiaal- en omgevingstemperatuur om scheuren aan de gelakte zichtzijde te voorkomen.
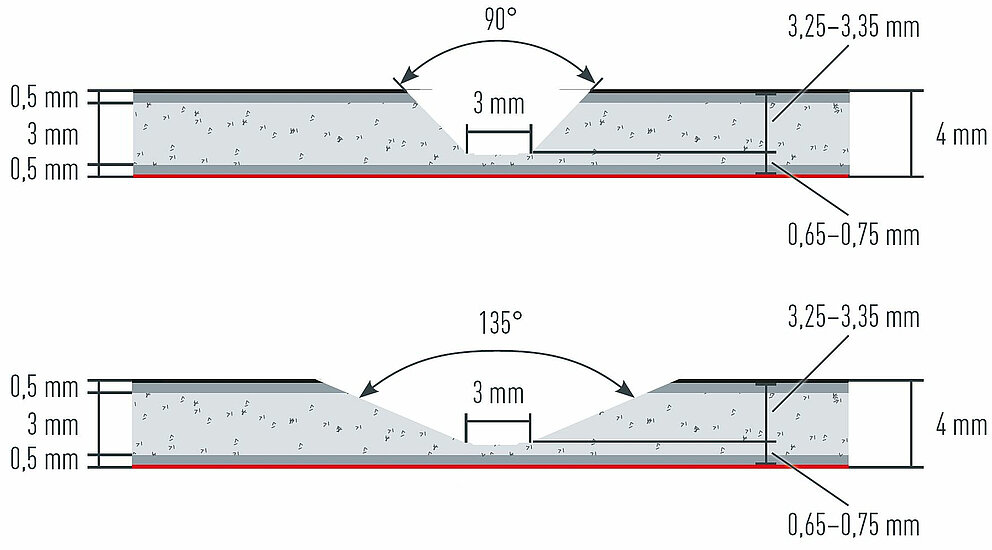
PREFA raadt aan om vooral bij composietplaten met A2-kern het frezen van de V-groef alleen met behulp van een CNC-bewerkingscentrum uit te voeren om de correcte freesdiepte te garanderen.
Als buigwerkzaamheden worden uitgevoerd bij lage temperaturen (≤ 15 °C), kan dit een sluierachtig uiterlijk van de coating veroorzaken. Om dit te verwijderen, verwarmt u de plaat tot ten minste 20 °C.
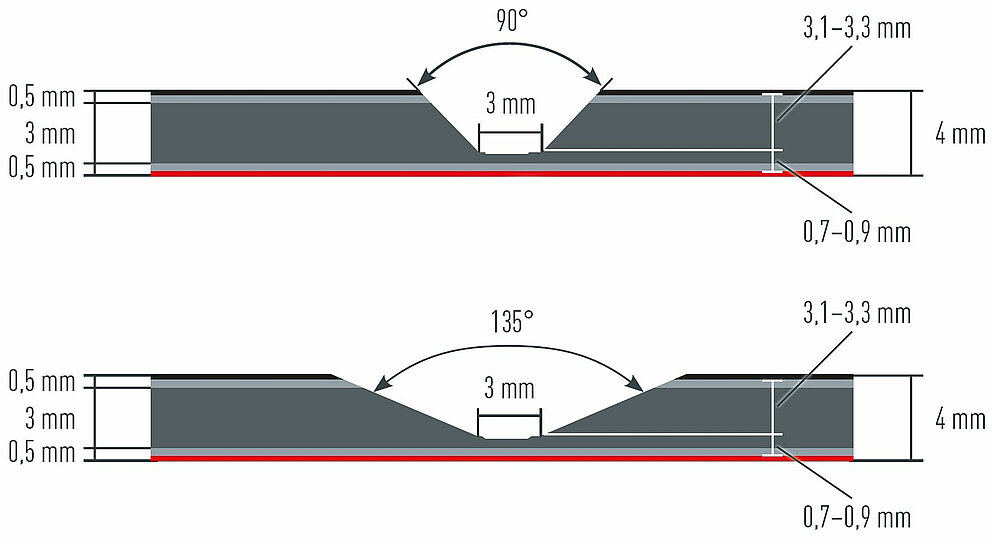
De voor een afkanting vereiste V-groef wordt altijd aan de achterkant van het paneel gefreesd, ongeacht of het om een binnen- of buitenhoek gaat. Een correcte V-groef moet zodanig worden gefreesd dat enerzijds 0,5 mm van de dekplaat (gelakte zichtzijde) en anderzijds nog 0,2 tot 0,4 mm (FR-kern) of 0,15 tot 0,25 mm (A2-kern) overblijft.
Gewoonlijk worden groeffrezen gebruikt met een openingshoek van 90° of 135°.
Als de V-groef geheel of gedeeltelijk te diep wordt gefreesd, is een vormvaste omplooiing met een constante radius niet mogelijk. Bovendien kan de aluminium afdekplaat aan de zichtbare kant scheuren. Als echter de V-groef niet diep genoeg is gefreesd, wordt het afschuinen zeer moeilijk. De as van de V-groef-omplooiing ligt altijd in het midden van het vlak van de freesgroef.


Let erop dat de composietplaten iets terugveren na het buigen. In de praktijk betekent dit dat de omplooiing iets meer dan gewenst moet worden gebogen om na het veren een perfecte maatvastheid te hebben. De kleinst mogelijke beenlengte van een plooikant bedraagt 20 mm.
Opmerking
Bij het bepalen van de correcte plaatafwikkeling moet rekening worden gehouden met de dikte van het lijmsysteem bij gelijmde installatie. Naargelang het een naar buiten of naar binnen geplooide omslag betreft, moet deze dikte (normaal: 3 mm) worden opgeteld bij of afgetrokken van het door de lijmfabrikant gespecificeerde lijmsysteem.

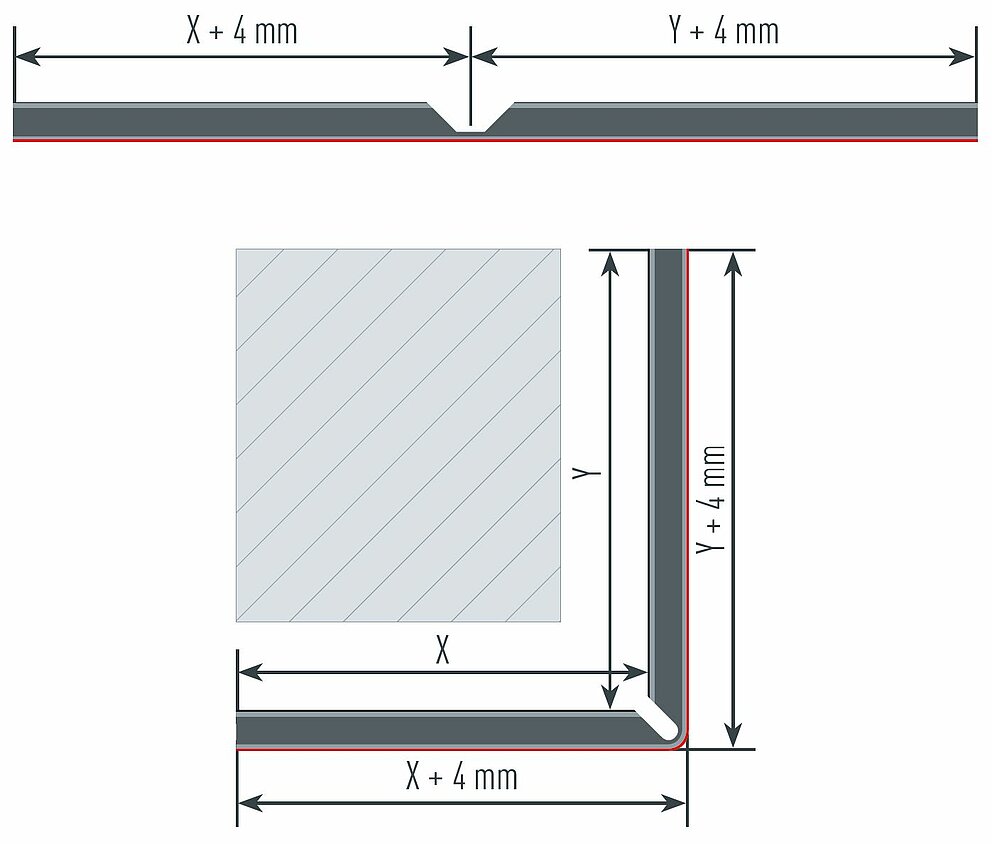
De onderstaande voorbeelden kunnen dienen als leidraad. De afbeeldingen tonen steeds een mechanische bevestiging.
Bij een binnenhoek moet de materiaaldikte van de composietplaat (4 mm) van de gemeten natuurlijke afmetingen worden afgetrokken.
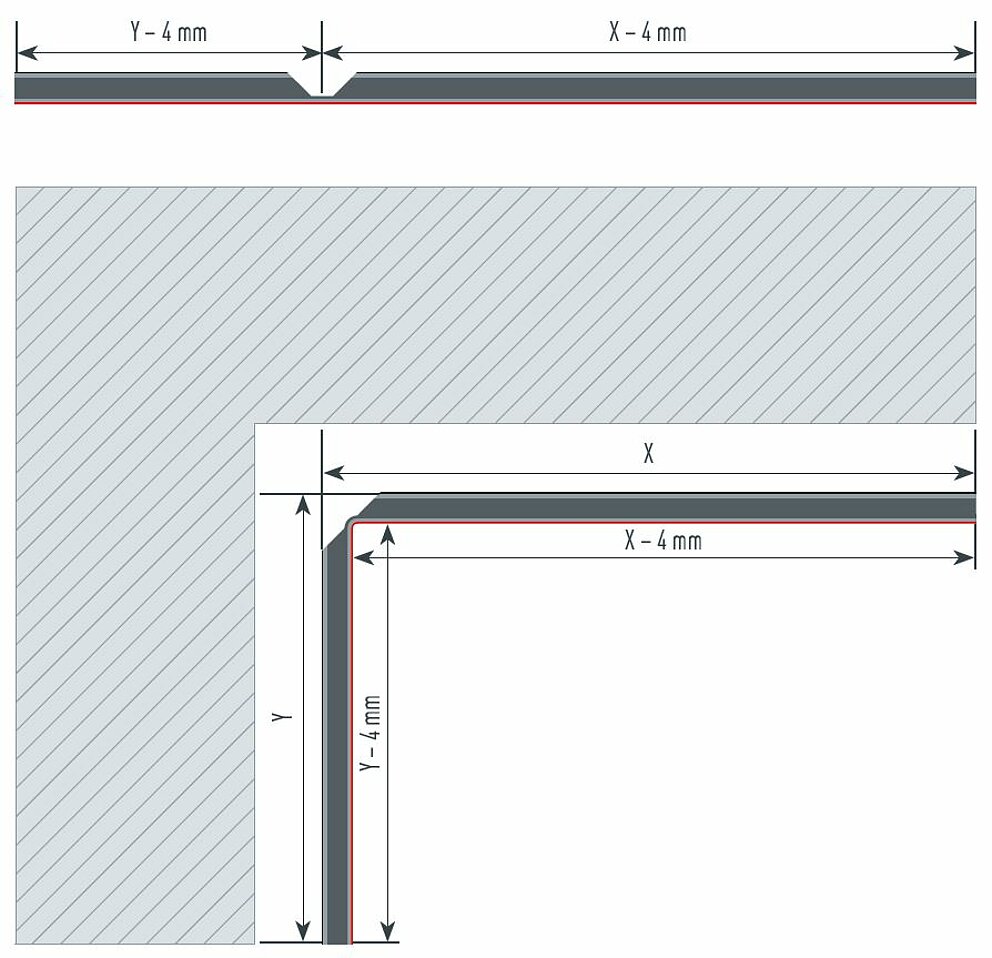
Bij een buitenhoek moeten de materiaaldikte van de composietplaat (4 mm) bij de gemeten natuurlijke afmetingen worden opgeteld.
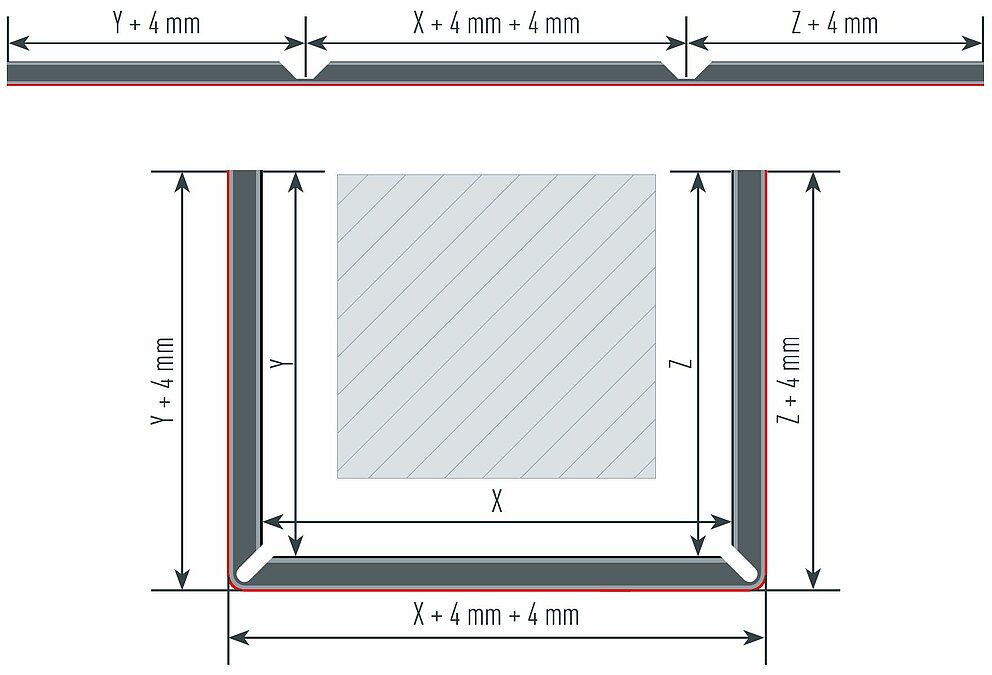
Bij een U-afkanting met twee buitenhoeken wordt elke hoek afzonderlijk bekeken. Om de correcte freesas te verkrijgen, moet de materiaaldikte (4 mm) bij elk been worden opgeteld.
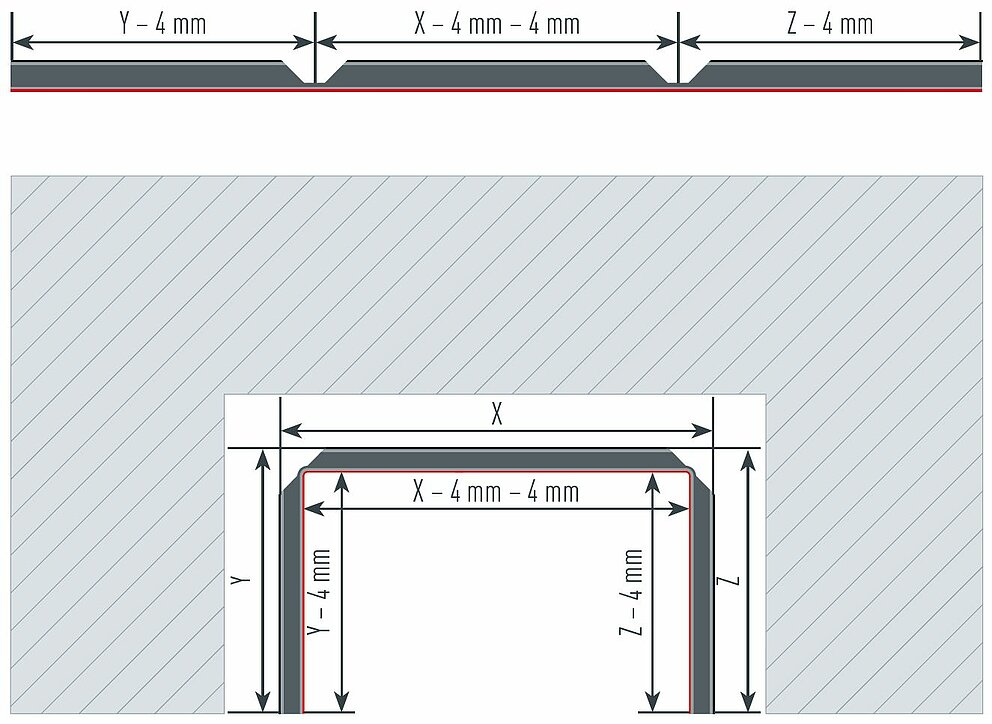
Bij een U-afkanting met twee binnenhoeken wordt elke hoek afzonderlijk bekeken. Om de correcte freesas te verkrijgen, moet van elk been de materiaaldikte (4 mm) worden afgetrokken.
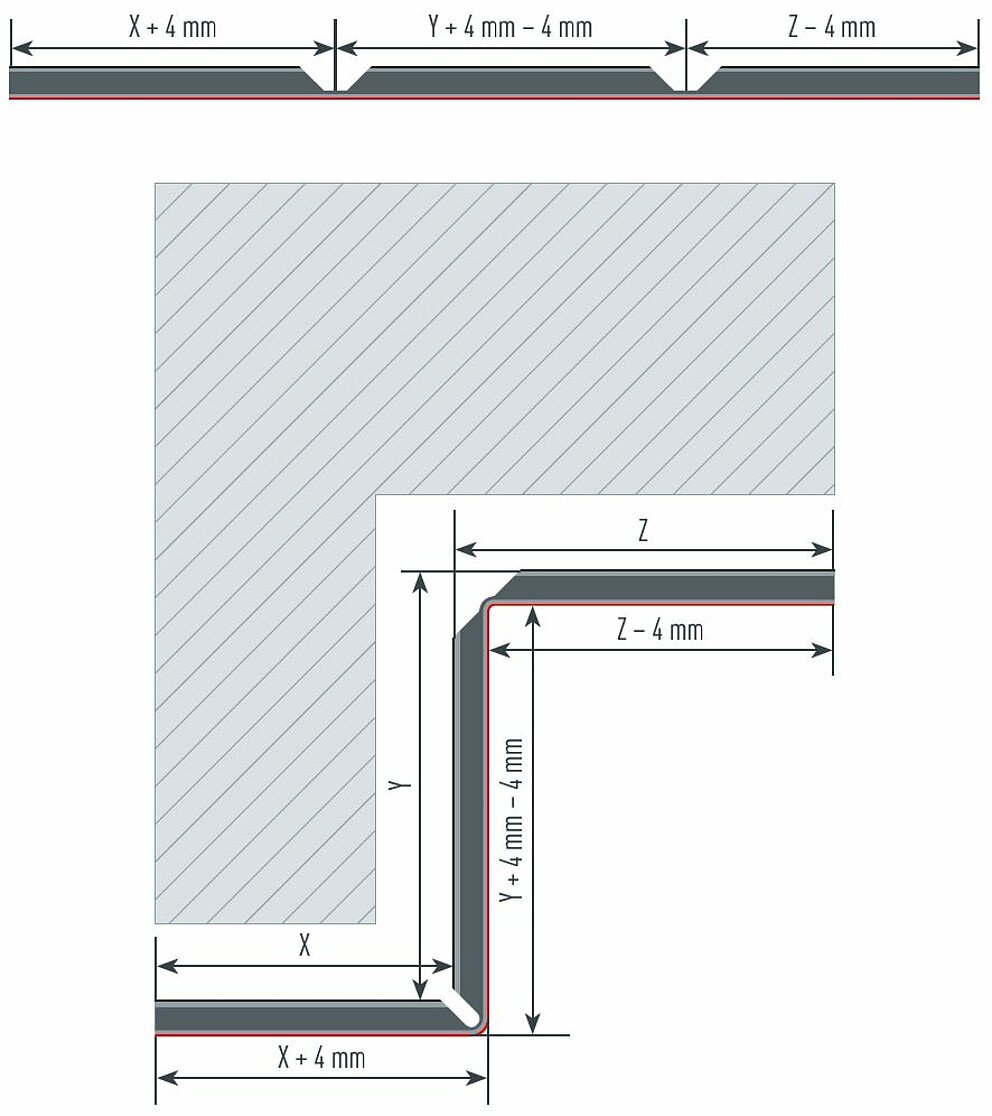
Bij een Z-afkanting met een binnen- en buitenhoek wordt elke hoek afzonderlijk bekeken. Om de correcte freesas te verkrijgen, moet voor de binnenhoek van elk been de materiaaldikte (4 mm) worden afgetrokken en voor de buitenhoek bij elk been worden opgeteld.
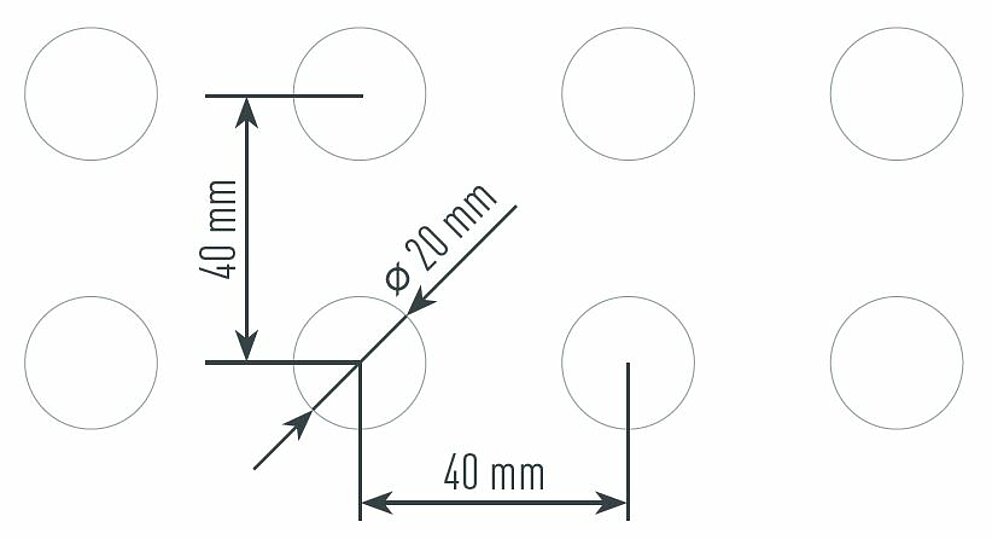
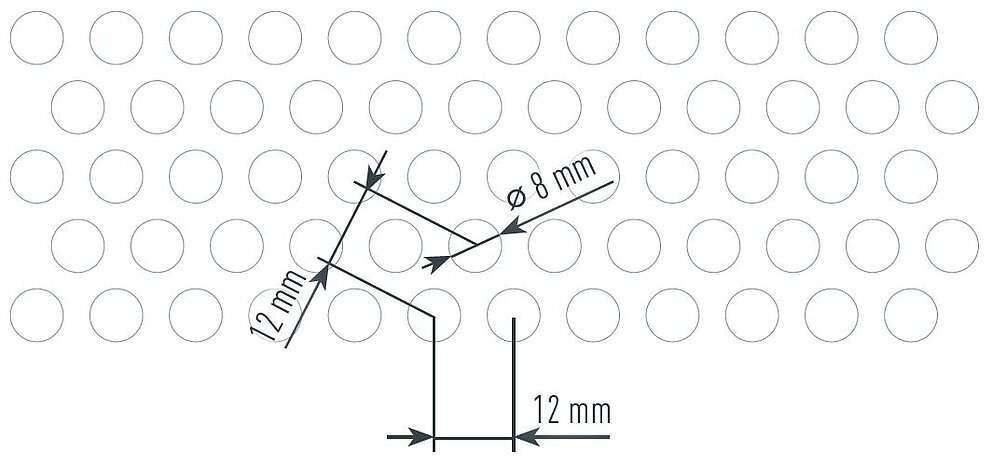
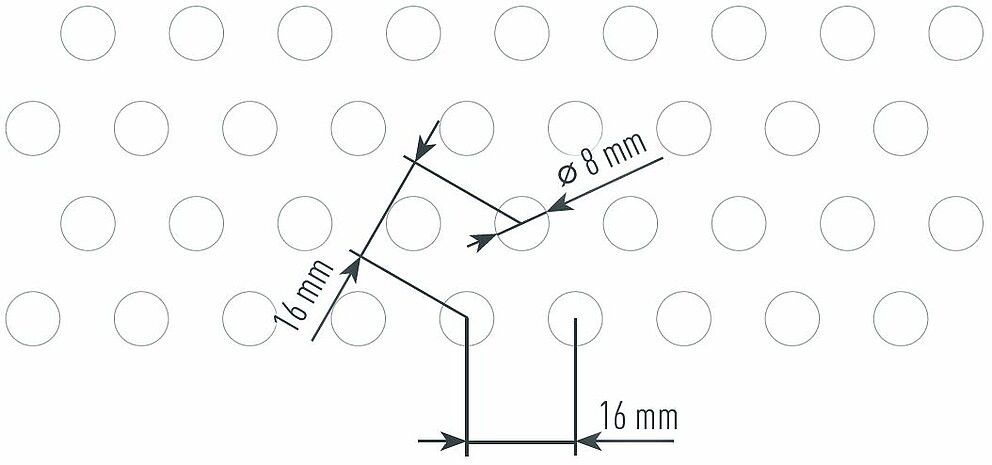
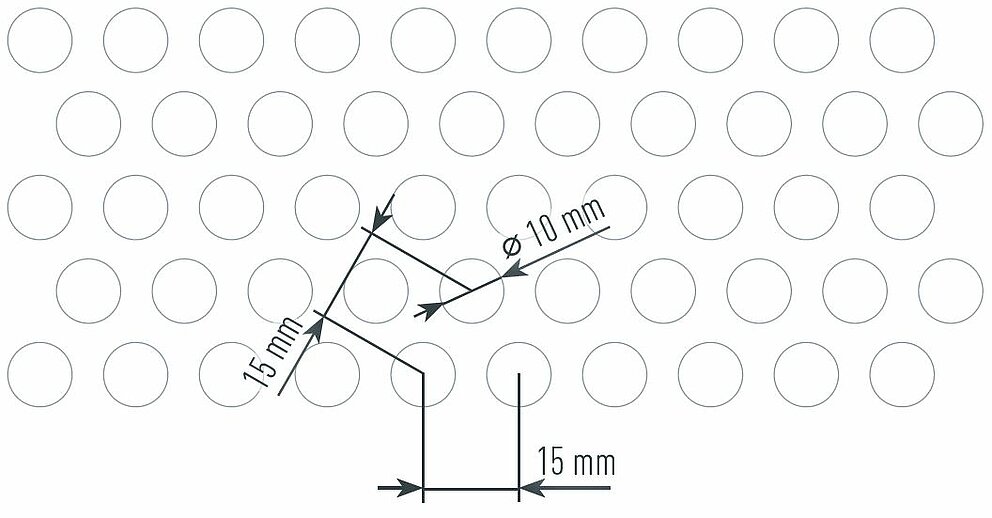
Geperforeerde PREFABOND composietplaten hebben een gelijkmatig gatenpatroon. Omwille van de minerale structuur van de kern wordt een perforatie met stansmachines niet aanbevolen voor PREFABOND met A2-kern.
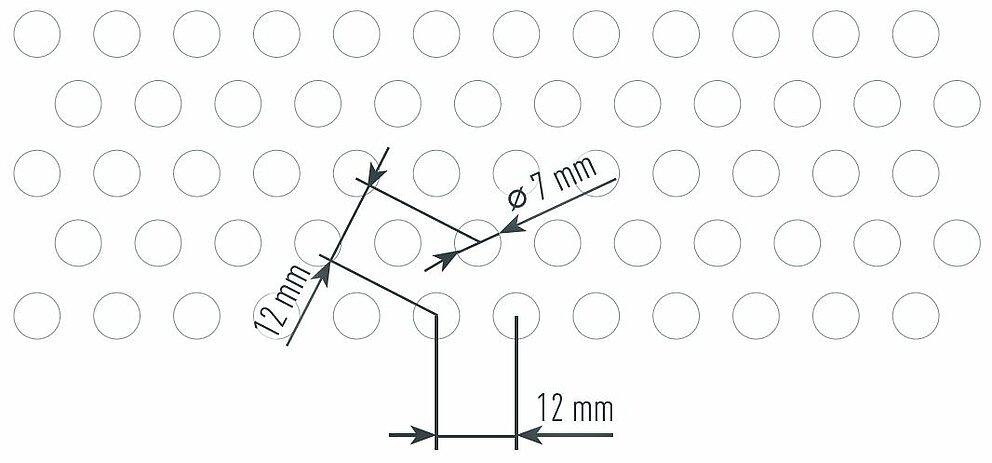
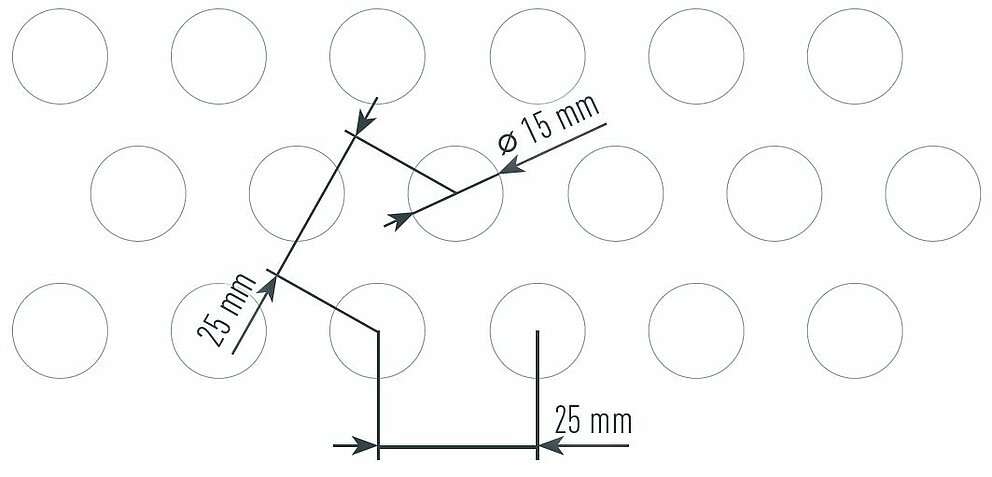
Perforatie-indeling |
Gatbreedte [w] |
Deling [t] |
Open vlak [%] |
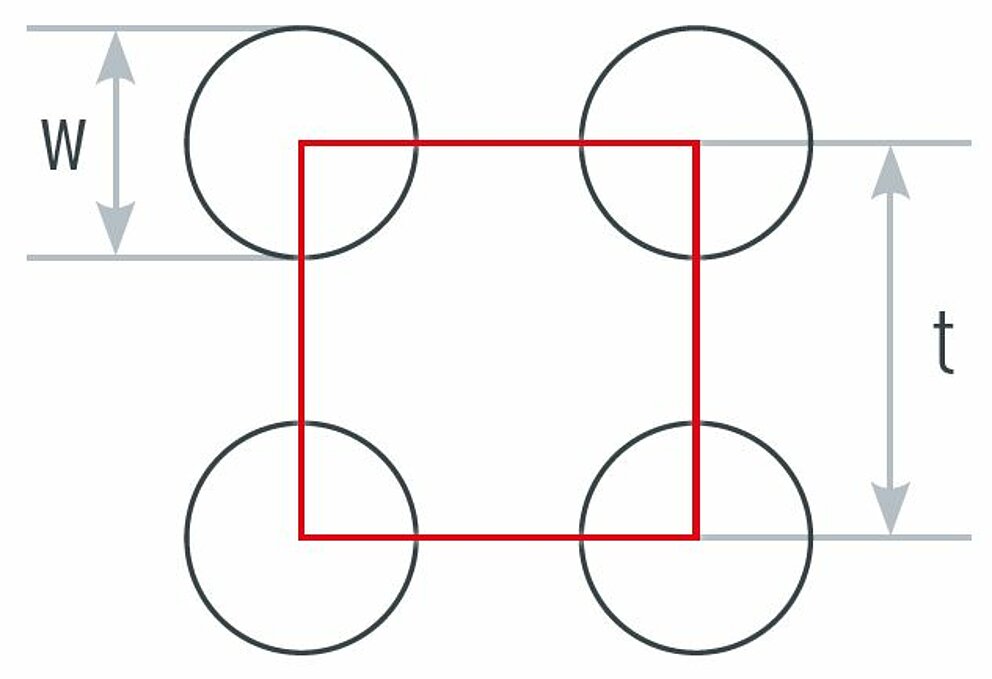
Ronde gaten recht |
20 mm |
40 mm |
19,6% |
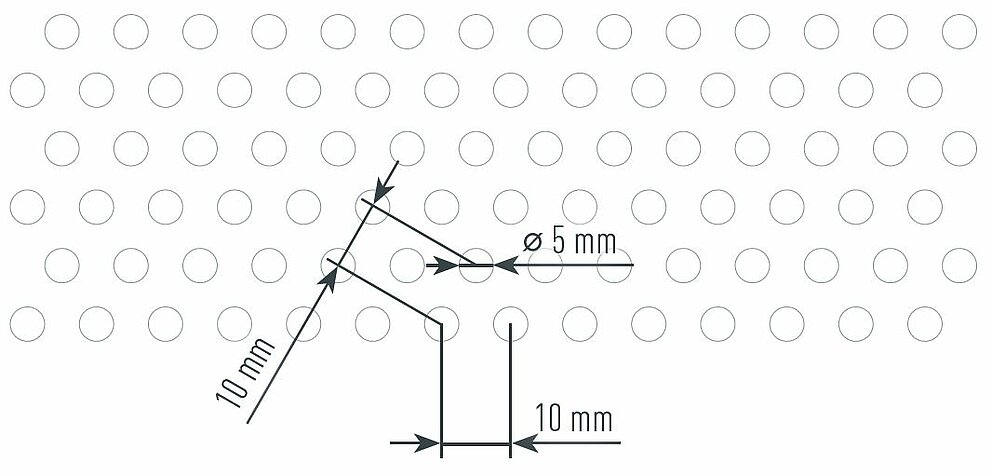
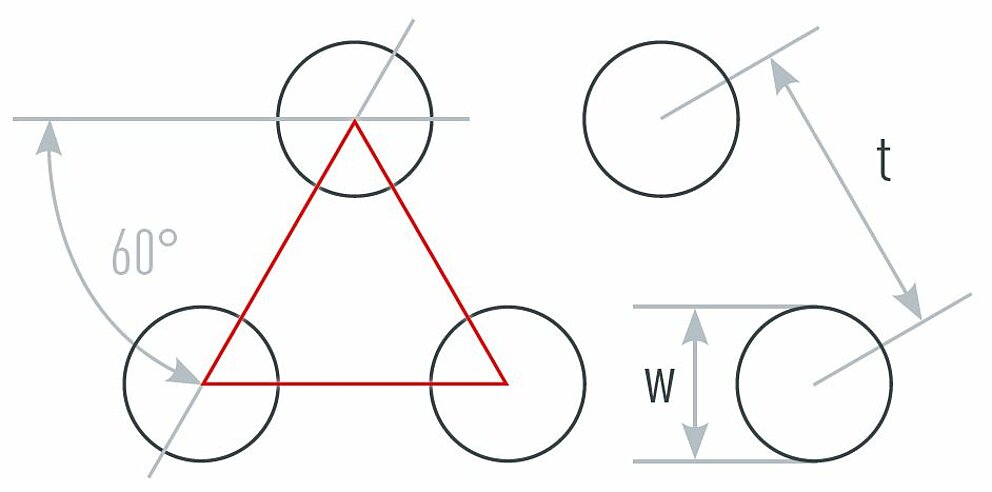
Ronde gaten afwisselend |
5 mm |
10 mm |
22,6% |
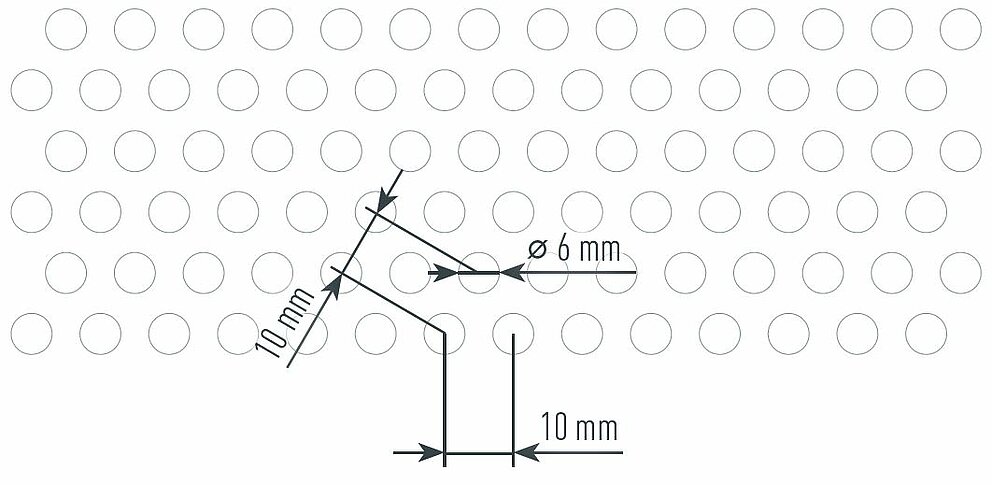
Ronde gaten afwisselend |
6 mm |
10 mm |
32,6% |
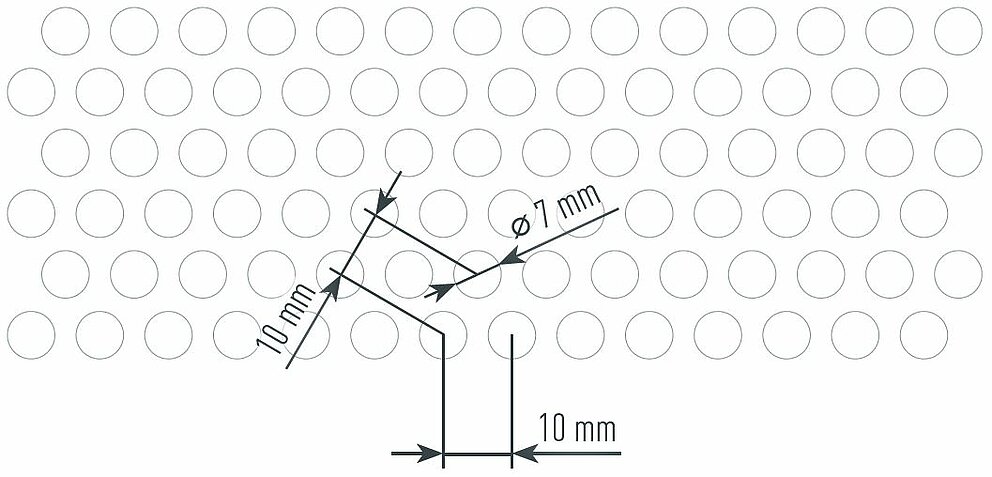
Ronde gaten afwisselend |
7 mm |
10 mm |
44,4% |
Ronde gaten afwisselend |
7 mm |
12 mm |
30,8% |
Ronde gaten afwisselend |
8 mm |
12 mm |
40,2% |
Ronde gaten afwisselend |
8 mm |
16 mm |
22.6% |
Ronde gaten afwisselend |
10 mm |
15 mm |
40,2% |
Ronde gaten afwisselend |
15 mm |
25 mm |
32,6% |
R = ronde perforatie
g = rechte rijen
v = verspringende rijen
W = gatbreedte
t = deling
De PREFABOND aluminium composietplaat kan worden gebogen op drie of vier rolbuigmachines. PREFA raadt af om af te ronden met een afkantpers.
PREFA biedt het rolbuigen van de PREFABOND aluminium composietplaat aan, waarbij de volgende specificaties in acht moeten worden genomen.
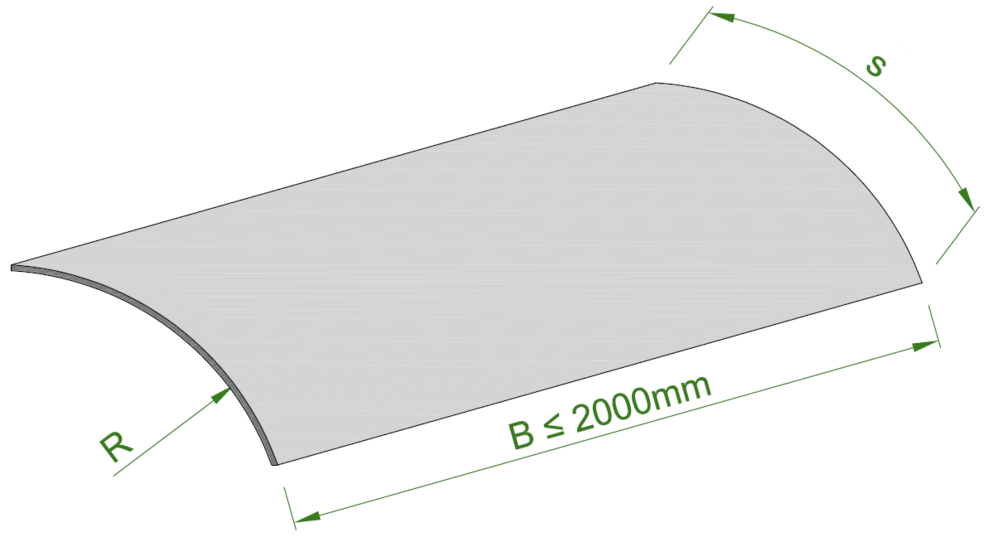
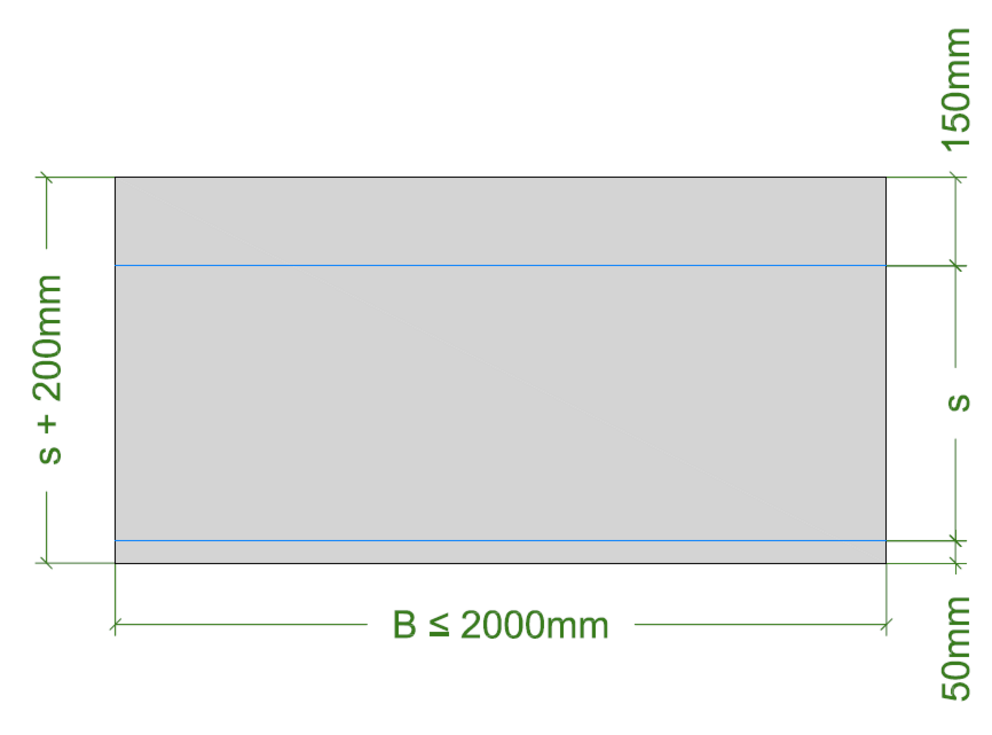
Door het buigen met walsen hebben de platen een uitloop met een klein drukpunt, die door PREFA wordt teruggesneden. Neem de afmetingen van het onbewerkte materiaal in acht! Het onbewerkte materiaal is aan de plaatuiteinden 200 mm groter dan de vereiste effectieve radiusmaat. Bij de radiusmaat (s) wordt aan het ene einde 150 mm en aan het andere einde 50 mm opgeteld.



Er kan alleen inhoud uit één productcategorie worden gedownload. Als u inhoud uit meerdere categorieën nodig hebt, maak dan voor elke productcategorie een aparte download aan.
